


以下是:宜昌市猇亭区PE管品质为本的产品参数【泽洋】为客户提供多样化产品,包括西陵pe电力管发货迅速、枝江pe电力管支持批发零售等,适配多元场景需求。您是想要在宜昌市猇亭区采购高质量的PE管品质为本产品吗?泽洋塑业(宜昌市猇亭区分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的PE管品质为本产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:唐经理-【0527-88266222】,地址:《山东省聊城市阳谷县闫楼开发区》。 湖北省,宜昌市,猇亭区 2022年,猇亭区实现地区生产总值198.56亿元,按不变价格计算比2021年增长7.7%。
我们的PE管品质为本视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
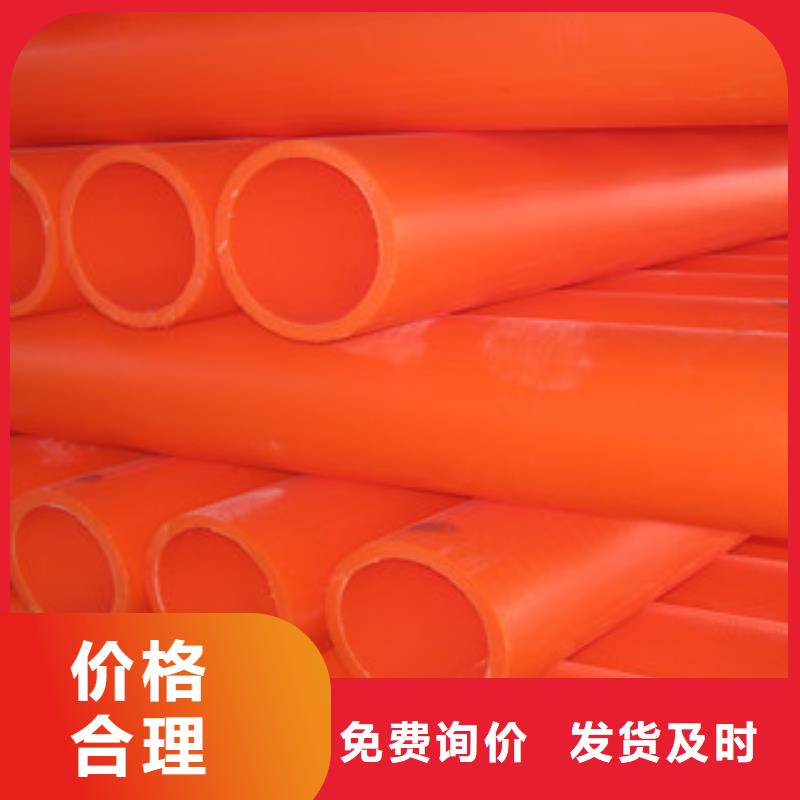
以下是:宜昌猇亭PE管品质为本的图文介绍
宜昌猇亭泽洋塑业有限公司是一家专业化从事 pe电力管产品生产的企业,公司坐落于宜昌猇亭地理位置优越。常年以规格齐全、价格优惠、交通方便、24小时发货为经营方针;以信守合同、客户至上为宗旨,广开渠道向客户提供良好的服务,使您能得到满意 pe电力管。
一般情况下不同的管材﹑不同型号及规格的聚乙烯PE管应根据管材不同型号﹑规格适当调整加热时间当PE管材出现虚焊时主要是对接焊机夹具行程不够和对接时夹具速度太快而引起虚焊两种情况(1)对接焊机夹具行程不够,两连接件对接前用铣刀铣平管口后进行焊前试碰,碰对后在夹具行程杆上应看到有一定的行程余量,行程余量应不小于20mm为宜。在焊接过程中,若不注意这种情况,夹具的行程余量不够时,焊接后表面上看对接的非常好,但实际上两对接件熔接的不够彻底,出现虚焊。这是热熔对接焊中常出现而又不易察觉的问题,解决的办法是每次焊前都应注意留有足够的夹具行程余量。(2)对接件对碰时夹具速度太快。两连接件经加热板加热后进行对碰,若对碰过程中夹具速度太快,在对碰瞬间,两连接件熔融部分大部分被挤压到内外壁两侧,致使熔合的部分不够充分而造成了虚焊,解决的办法是操作人员控制机具的速度要均匀,使熔接部分充分融合。焊口碳化:发生这种质量问题的原因是加热时间过长,与焊不透的情况正好相反,对于热熔对接焊,有些施工人员认为焊接过程中加热时间越长,焊接效果越好,而事实恰好相反,聚乙烯PE管在加热时间过长时,会出现碳化现象,严重影响到焊接质量。
塑化度正是制品结晶程度与PVC初级粒子熔化程度的反映,塑化度可用流变法测量。PVC塑化后在制品中形成了贯穿的结晶网络,这种结构的变化,必然引起力学性能的改变,进而影响制品的性能。因此在硬质PVC加工过程中,控制好塑化度,使制品的各部分塑化均一,对保证硬质PVC管材质量非常重要。用增加二氯甲烷浸渍试验来反映管材塑化的情况。本文将确定PVC管材的 塑化度,并探讨影响塑化度及均一的因素,以指导生产达到 值。1,硬质PVC管材的 塑化度硬质PVC未塑化或塑化度低时,PVC初级粒子未解体或解体很少,粒子间还未融合,塑料化度时,所有初级粒子融合,制品冷却后,可形成均匀分布,贯穿整个制品的结晶网络,晶网会限制分子链的运动。 技术监督局下发的GB/T10002.1-1996中。这两种结构的管材冲击强度较低,与管材韧性有关的指标(如落锤冲击性能)不易达标,这两种塑化的管材都不是我们希望的。大量研究和测度结果表明:硬质PVC管材的综合性能 值是在塑化度为60%-70%时得到的。因此,我们应选择适当的条件,使塑化度均匀并控制在此范围内。2,塑化度的调整塑化度的调整应从配方,混料,加工条件等方面综合考虑。2.1配方的选择调整树脂用悬浮法生产的PVC树脂有疏松型和紧密型。疏松型树脂表皮较薄,内部疏松,亚粉粒体积较大且大小均匀,易于破碎,释放初级粒子。
在宜昌市猇亭区采购PE管品质为本请认准泽洋塑业(宜昌市猇亭区分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:唐经理-【0527-88266222】)。








